
Påvirkningen av tre skjæreelementer på maskineringseffektivitet
Alle vet at når du forbedrer maskineringseffektiviteten, er det å øke de tre kutteelementene (skjærehastighet, skjæredybde og tilførselshastighet) den enkleste og mest direkte metoden. Imidlertid er forbedringen av de tre elementene for verktøyskjæring generelt begrenset av de eksisterende maskinverktøydesignforholdene. Så den billigste måten er å velge et godt verktøymateriale.
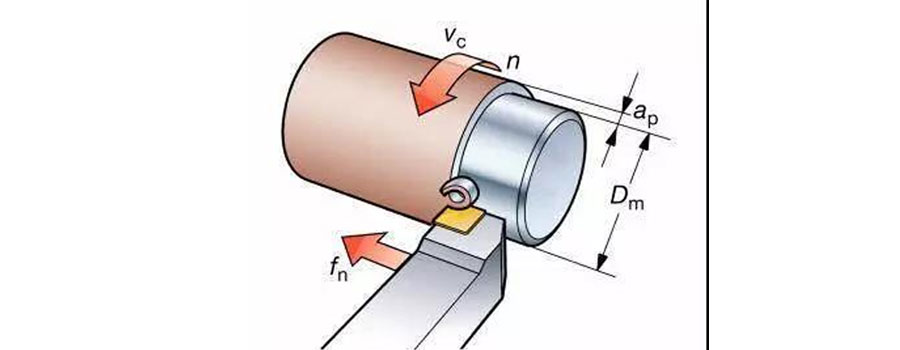
Bestemmelsesregelen for de tre kutteelementene
Bestem dybden på kniven, mengden mating og den lineære skjærehastigheten.
Skjæredybde: generelt bestemt i henhold til bearbeidingsgodtgjørelsen;
Tilførselshastighet: Grovbearbeidingens matningshastighet bestemmes av kraften til maskinverktøyet, og etterbehandlingsmaten bestemmes av overflateruheten.
Skjærehastighet: Bestemt i henhold til materialet til verktøyet og maskinens spindelhastighet.
Fra forbedringsperspektivet cnc maskinering effektivitet, å øke skjæredybden er sannsynligvis en metode det er verdt å vurdere. En av de viktigste årsakene er at eksperimenter har vist at når skjæredybden er lik 10 ganger matingen, vil økt skjæredybde ha minimal innvirkning på verktøyets holdbarhet. Hvis kuttehastigheten økes, vil endring av kuttehastigheten føre til at verktøyets holdbarhet endres nesten dobbelt så raskt. hvis matingen endres, kan verktøyets holdbarhet også endres omtrent likt. Derfor, når den såkalte "nettostørrelsen" ikke kan oppnås for emnene i vår masseproduksjonsmodus, er å øke skjæredybden et valg som kan oppnå høyeffektiv produksjonssyklus uten å forårsake betydelig økning i verktøyskostnadene.
Verktøyvalg
Sementmetallverktøy er de vanlige verktøyene i dagens verktøymarked. Alle er kjent med dette verktøyet. Du kan justere de tre skjæreelementene til sementkarbidverktøy i henhold til de faktiske forholdene på behandlingsstedet, for å maksimere verktøyets levetid og prosesseringseffektivitet. Imidlertid kubisk nitrogen Utviklingen av borbaserte verktøy har ikke gått lang, og mange mennesker har aldri rørt slike verktøy. Imidlertid, med fremveksten av harde materialer og vanskelige å maskinere materialer, har kubiske bornitridverktøy gradvis dukket opp i alles synsfelt. Men mange mennesker tror ofte at verktøy for kubisk bornitrid er begrenset til kutte- og etterbehandlingsprosesser med høy hastighet.
Faktisk, med kontinuerlig FoU og innovasjon i superhard materialverktøyindustri, har kubiske bornitridverktøy blitt mye brukt i tøffe bearbeidingsprosesser og periodiske skjæringsforhold. Utvalget av kubiske bornitridverktøy er det samme som for sementkarbidverktøy. I henhold til forskjellige arbeidsstykkematerialer velges forskjellige verktøykvaliteter og verktøystrukturer.
Det sammensatte sveisekubiske bornitridbladet brukes vanligvis til etterbehandlingsprosessen. Den har bare skjærende del av det kubiske bornitridmaterialet, og matrisen er en sementkarbidmatrise. Dybden på kniven styres innen 0.5 mm, så den kan bare brukes For etterbehandling, for de med store marginer og uregelmessige overflater, velg det integrerte kubiske bornitridbladet. Hele kroppen er laget av kubisk bornitrid. Skjæredybden er 1-10 mm, og verktøyets levetid er vanligvis 3 timer / skjærekant.
Med forskningsfremgangen til kubiske bornitridverktøy og de faktiske behovene i behandlingen, har den opprinnelige høyhastighetsbehandlingen utviklet seg til intermitterende, grov og halvfinish, og kan også brukes i vanlige maskinverktøy; brukskostnaden er også mer økonomisk.
Videre Reading
Bearbeidingsområdene av kubiske bornitridverktøy og sementkarbidverktøy overlapper hverandre. For eksempel kan grått støpejern, sementkarbidverktøy og kubiske bornitridverktøy behandles. Du kan velge et mer økonomisk og kostnadseffektivt verktøymateriale, sementert karbid i henhold til bedriftens behov. På grunn av sine egne ytelsesbegrensninger kan den maksimale lineære hastigheten til verktøyet nå 350m / min, mens det kubiske bornitridverktøyet kan nå 1500m / min. Samtidig er holdbarheten til det kubiske bornitridverktøyet 30-50 ganger så vanlig som vanlig sementkarbidverktøy. 5-15 ganger levetiden til det lagdelte karbidverktøyet.

Imidlertid velger selskaper ikke blindt kubiske bornitridverktøy for å behandle grå støpejern. Tross alt er prisen på kubiske bornitridverktøy høyere enn sementkarbidverktøyene. Derfor anbefales det å velge masseproduksjon og høye krav til prosesseringseffektivitet. For skjæreverktøy for kubisk bornitrid, hvis prosesseringseffektiviteten ikke er høy og det er få jobber, er det mer økonomisk og kostnadseffektivt å velge skjæreverktøy for sementkarbid.
Oppbevar kilden og adressen til denne artikkelen for omtrykk:Påvirkningen av tre skjæreelementer på maskineringseffektivitet
Minghe Die Casting Company er dedikert til å produsere og tilby kvalitet og høy ytelse Støpedeler (metallstøpte deler inkluderer hovedsakelig Tynnveggstøping,Hot Chamber Die Casting,Støping av kaldkammer), Round Service (Die Casting Service,Cnc-maskinering,Forming, Overflatebehandling). Eventuelle tilpassede aluminiumstøpegods, magnesium- eller Zamak / sinkstøpegods og andre støpekrav er velkomne til å kontakte oss.

Under kontroll av ISO9001 og TS 16949, utføres alle prosesser gjennom hundrevis av avanserte støpemaskiner, 5-akse maskiner og andre fasiliteter, alt fra blasters til Ultra Sonic vaskemaskiner.Minghe har ikke bare avansert utstyr, men har også profesjonelt team av erfarne ingeniører, operatører og inspektører for å gjøre kundens design til virkelighet.

Kontraktprodusent av støpegods. Funksjoner inkluderer støpegodsdeler med kaldt kammer aluminium fra 0.15 kg. til 6 kg., hurtigoppsett og maskinering. Verditilførte tjenester inkluderer polering, vibrering, avfelling, sprengning, maling, plating, belegg, montering og verktøy. Materialer som det arbeides med inkluderer legeringer som 360, 380, 383 og 413.

Sink-støping designassistanse / samtidige ingeniørtjenester. Tilpasset produsent av presisjonsstøpegods. Miniatyrstøperier, høytrykksstøpegods, støpegods med flere lysbilder, konvensjonelle støpegods, støpegods og uavhengige støpegods og hulromsforseglede støpegods kan produseres. Støpegods kan produseres i lengder og bredder opp til 24 tommer i +/- 0.0005 tommer toleranse.

ISO 9001: 2015-sertifisert produsent av presstøpt magnesium, evner inkluderer høytrykksstøpegodsstøping på opptil 200 tonn varmekammer og 3000 tonn kaldkammer, verktøydesign, polering, støping, maskinering, pulver- og væskemaling, full kvalitetssikring med CMM-funksjoner , montering, emballasje og levering.

ITAF16949 sertifisert. Ekstra castingtjeneste inkluderer investering avstøpning,sandstøping,Gravity Casting, Mistet skumstøping,Sentrifugalstøping,Vakuumstøping,Permanent støping av støpeformFunksjoner inkluderer EDI, teknisk assistanse, solid modellering og sekundær prosessering.

Casting Industries Deler Casestudier for: Biler, Sykler, Luftfartøy, Musikkinstrumenter, Vannfartøy, Optiske apparater, Sensorer, Modeller, Elektroniske apparater, Kapslinger, Klokker, Maskiner, Motorer, Møbler, Smykker, Jigs, Telekom, Belysning, Medisinsk utstyr, Fotografisk utstyr, Roboter, skulpturer, lydutstyr, sportsutstyr, verktøy, leker og mer.
Hva kan vi hjelpe deg med å gjøre videre?
∇ Gå til hjemmesiden for Die Casting Kina
→Støping av deler-Finn ut hva vi har gjort.
→ Ralated Tips About Støpetjenester
By Minghe støpeprodusent | Kategorier: Nyttige artikler |Materiale Tags: Aluminiumsstøping, Sinkstøping, Magnesiumstøping, Titanstøping, Støping i rustfritt stål, Messingstøping,Bronsestøping,Casting video,Selskapets historie,Aluminium Die Casting | Kommentarer av







