
Investeringsstøping
Hva er investeringstøping
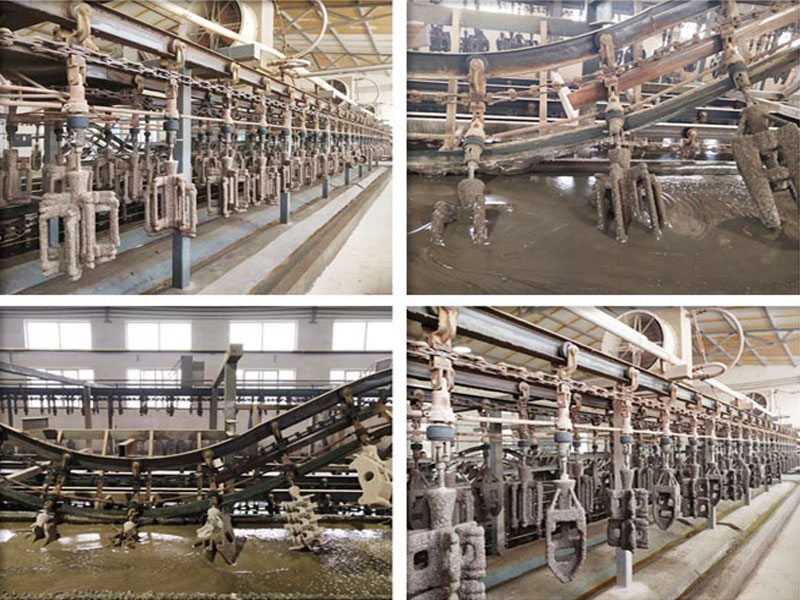
Investeringsstøping, også kjent som mistet voksstøping, inkluderer prosesser som pressing av voks, reparasjon av voks, montering av trær, dypping av oppslemming, smelting av voks, støping av smeltet metall og etterbehandling. Tapt voksstøping er å bruke voks til å lage en voksform av delen som skal støpes, og deretter belegge voksformen med gjørme, som er en gjørmeform. Etter at leirformen er tørket, legg den i varmt vann for å smelte den indre voksformen. Ta ut leirformen fra den smeltede voksformen og fyr den i en keramikkform. En gang stekt. Vanligvis er det en helleport igjen når du lager en gjørmform, og deretter helles smeltet metall fra helleporten. Etter avkjøling lages de nødvendige delene.
Når du bruker voks som mønster, kalles også investeringstøping "tapt voksstøping". Materialet blir laget til et mønster, og overflaten av mønsteret dekkes med flere lag ildfast materiale for å lage et formskall, og deretter smelter mønsteret og ledes ut fra formskallet for å oppnå en form uten avskjedende overflate. Etter steking ved høy temperatur kan den fylles med sand og helles. Fordi mønstre er mye laget av voksagtige materialer, blir investeringstøping ofte referert til som "tapt voksstøping".
Materialer brukt i tap av voksstøping - Typer av investeringstøpegods
- Karbonstål
- Alloy Steel
- Varmebestandig legering
- Rustfritt stål
- Presisjonslegering
- Permanent magnetlegering
- Peiling legering
- Kopperlegering
- Aluminum Alloy
- Titanlegering
- Nodulært støpejern, etc.
Formen på investeringsstøp er generelt mer komplisert. Minimumsdiameteren til hullene som kan støpes på støpegodsene, kan nå 0.5 mm, og den minste veggtykkelsen på støpegodset er 0.3 mm. I produksjonen kan noen deler som opprinnelig var sammensatt av flere deler kombineres. Ved å endre strukturen på delene, kan de utformes som integrerte deler og direkte støpes av investeringsstøping for å spare arbeidstimer og metallforbruk, og gjøre delstrukturen mer som rimelig.
Vekten av investeringsstøp er for det meste null til dusinvis av storfe (fra noen få gram til ti kilo, vanligvis ikke mer enn 25 kg), og det er vanskeligere å produsere for tunge støpegods ved investeringstøping.
Investeringsstøpeprosessen er mer komplisert og vanskelig å kontrollere, og materialene som brukes og forbrukes er dyrere. Derfor er den egnet for produksjon av små deler med komplekse former, høye presisjonskrav eller andre prosesseringsvansker, for eksempel turbinmotorblader.
Minghe Casting er ISO9001: 2015-sertifisert Kina forhånd produsent av standard og komplekse presisjon voks investering avstøpning prototyper. Voks og harpiks modeller eller mønstre kan fullføres på bare noen få timer fra CAD eller matematiske datafiler. Prototyper av metallstøpt kan lages på så lite som 2 til 4 uker, og komplette støpte og bearbeidede deler kan utvikles på så lite som 3-5 uker. Bransjer som serveres inkluderer luftfart, bilindustri, forsvar, marine, medisinsk, kjernefysisk, olje og gass, og verktøy og dø.

Fordeler med investeringsstøpeprosessen
Funksjonene til investeringstøping kan oppsummeres som følger:
- - Kan produsere store deler
- - Kan danne komplekse former
- - Deler med høy styrke
- - Høy produksjonsrate
- - Dimensjonsnøyaktigheten til investeringsstøpegods er relativt høy, generelt opp til CT4-6 (sandstøping er CT10 ~ 13, støpegods er CT5 ~ 7)
- - Vannglassstøping, lav temperatur tapt voks-støping prosess, med kapasitet til å støpe produkter fra 0.5 kg til 100 kg. De vanligvis brukte materialene er karbonstål, legert stål og rustfritt stål, slitesterk materiale etc.
- - Overflatebehandlingen av investeringsstøpegods er høyere enn for generelle støpegods, vanligvis opp til Ra.1.6 ~ 3.2μm.
- - Bruk av investeringsstøpemetode kan i stor grad spare maskinverktøyutstyr og behandling av arbeidstimer, og i stor grad spare metallråvarer.
- - Investeringsstøping kan støpe komplekse støpegods av forskjellige legeringer, spesielt legeringer av høy temperatur. For eksempel kan bladet til en jetmotor, dens strømlinjeformede profil og kjølehulrom, knapt dannes av maskineringsteknologi. Produksjon ved investeringsstøpeprosess kan ikke bare oppnå masseproduksjon, sikre konsistensen av støpegods, men unngå også spenningskonsentrasjonen av gjenværende knivmerker etter bearbeiding.

Minghe maskinvareproduksjonsprosess med investeringsstøping
Investeringsstøping (tapt voksstøping) er prosessen med å bruke voks for å lage formen til delene som skal støpes, og deretter er voksformen belagt med gjørme, som kalles leirform. Etter at leirformen er tørket, varm og smelt den indre voksformen. Ta ut leirformen etter smelting av voksformen og bake den i en keramisk form. Generelt er portsystemet igjen når du lager gjørmeformen, så kan det smeltede metallet helles i formen. Avkjøl den til delen stivner, de nødvendige delene er laget.Minghe Steps of Investment Casting Process:

| Mold utvikling og design ▶ |

| Tapt voksverksted ▶ |

| Tapt voksinspeksjon ▶ |

| Voksgruppetre▶ |

| Silica Sol Shell ▶ |
| Vannglassforsterkning▶ |

| Dampavvoksing ▶ |

| Steking-helling▶ |

| Fjern Gate Sliping ▶ |

| Tomt positivt▶ |

| Komplett presisjonsstøping▶ |

| Pakke og send▶ |
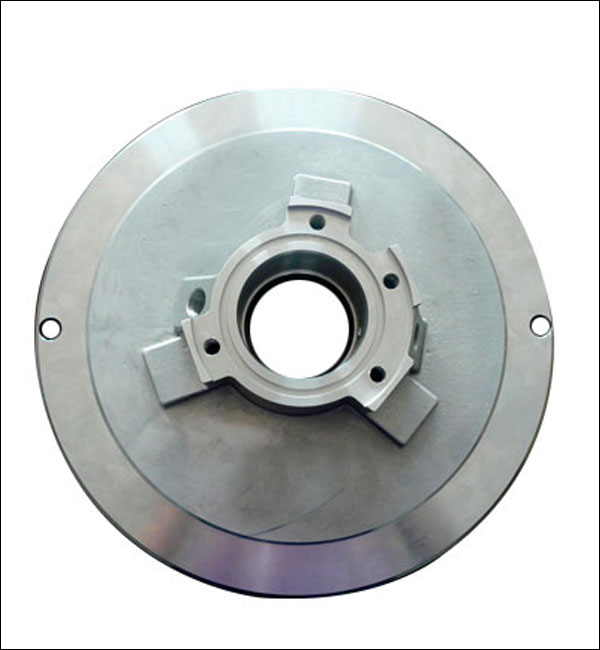
The Minghe Case Studies of Investment Casting
Minghe Casting-fabrikasjonstjenester er tilgjengelige for både design til virkeligheten og produksjonsløp med lavt til høyt volum av støpedeler, sandstøpedeler,investering avstøpning deler, metallstøpedeler, tapte skumstøpedeler og mer.











Gå til Vis flere Casting Parts Cases Studies >>>
Velg leverandøren av beste investeringsstøperier
For tiden eksporteres våre investeringsstøpedeler til Amerika, Canada, Australia, Storbritannia, Tyskland, Frankrike, Sout Africa og mange andre land over hele verden. Vi er ISO9001-2015 registrert og også sertifisert av SGS.
Vår tilpassede investeringstjenestetjeneste gir holdbare og rimelige støpegods som oppfyller dine spesifikasjoner for bilindustri, medisin, romfart, elektronikk, mat, konstruksjon, sikkerhet, marine og mer. Raskt å sende din forespørsel eller sende inn tegningene dine for å få et gratis tilbud på kortest mulig tid. Kontakt oss eller e-post salg@hmminghe.com for å se hvordan våre ansatte, utstyr og verktøy kan gi den beste kvaliteten til den beste prisen for ditt investeringsstøpeprosjekt.
Vi tilbyr Casting Services inkluderer:
Minghe Casting-tjenester som arbeider med sandstøping, metallstøping, investeringstøping, mistet skumstøping og mer.
Sandstøping
Sandstøping er en tradisjonell støpeprosess som bruker sand som hovedmodellmateriale for å lage støpeformer. Tyngdekraftsstøping brukes vanligvis til sandformer, og lavtrykksstøping, sentrifugalstøping og andre prosesser kan også brukes når det er spesielle krav. Sandstøping har et bredt spekter av tilpasningsevne, små biter, store biter, enkle biter, komplekse biter, enkeltstykker og store mengder kan brukes.
Permanent støping av støpeform
Permanent støping av støpeform har lang levetid og høy produksjonseffektivitet, har ikke bare god dimensjonsnøyaktighet og glatt overflate, men har også høyere styrke enn sandstøp og er mindre sannsynlig å bli skadet når det samme smeltede metallet helles. Derfor, i masseproduksjonen av medium og små ikke-jernholdige metallstøpegods, så lenge støpematerialets smeltepunkt ikke er for høyt, er metallstøping generelt foretrukket.

Investeringsstøping
Den største fordelen med investering avstøpning er at fordi investeringsstøpegods har høy dimensjonsnøyaktighet og overflatebehandling, kan de redusere bearbeidingsarbeidet, men etterlate litt bearbeidingsgodtgjørelse på delene med høyere krav. Det kan sees at bruken av investeringsstøpemetoden kan spare mye maskinverktøyutstyr og behandling av arbeidstimer, og i stor grad spare metallråvarer.
Mistet skumstøping
Mistet skumstøping er å kombinere parafinvoks eller skummodeller som ligner støpestørrelsen og formen i modellklynger. Etter å ha børstet og tørket ildfaste belegg, blir de begravet i tørr kvartssand for vibrasjonsmodellering, og helles under undertrykk for å forgasse modellen. , Det flytende metallet inntar modellens posisjon og danner en ny støpemetode etter størkning og avkjøling.

Die Casting
Støping er en metallstøpeprosess, som kjennetegnes ved å legge høyt trykk på det smeltede metallet ved hjelp av hulrommet i formen. Former er vanligvis laget av legeringer med høyere styrke, og denne prosessen ligner noe på sprøytestøping. De fleste støpegods er jernfrie, for eksempel sink, kobber, aluminium, magnesium, bly, tinn og bly-tinnlegeringer og legeringer derav. Minghe har vært Kinas topp støpingstjeneste siden 1995.
Sentrifugalstøping
Sentrifugalstøping er en teknikk og metode for å injisere flytende metall i en høyhastighets roterende form, slik at det flytende metallet er sentrifugalbevegelse for å fylle formen og danne en støping. På grunn av sentrifugalbevegelsen kan det flytende metallet fylle formen godt i radial retning og danne støpefri overflate; det påvirker metallets krystalliseringsprosess, og forbedrer dermed de mekaniske og fysiske egenskapene til støpegodset.

Lavtrykksstøping
Lavtrykksstøping betyr at formen vanligvis plasseres over en forseglet digel, og trykkluft føres inn i digelen for å forårsake et lavt trykk (0.06 ~ 0.15 MPa) på overflaten av det smeltede metallet, slik at det smeltede metallet stiger fra stigerøret til fyll formen og kontroller størknet støpemetode. Denne støpemetoden har god mating og tett struktur, lett å støpe store tynnveggede komplekse støpegods, ingen stigerør, og en metallgjenvinningsgrad på 95%. Ingen forurensning, lett å realisere automatisering.